

Are you struggling to find a manufacturing process that can handle extreme temperatures? Standard plastics melt or degrade under high heat conditions, causing product failures at the worst possible moments. Your components need to withstand harsh environments, but conventional materials just aren’t cutting it.
High temperature injection molding is a specialized process that uses engineering thermoplastics capable of withstanding temperatures above 300°F (150°C) while maintaining structural integrity and performance. These materials offer exceptional heat resistance, chemical stability, and mechanical strength for demanding applications.
Let me walk you through what makes this process so valuable for demanding applications. In my years at PTSMAKE, I’ve worked with clients who faced serious challenges when standard plastics couldn’t handle their heat requirements. High temperature materials opened new possibilities for them – and they might do the same for your project. Let’s explore what these special materials can do and why they matter.
The Science Behind Temperature and Thermoplastic Durability
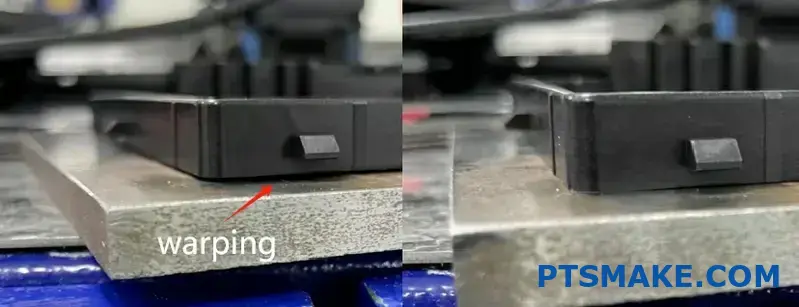
Have you ever pulled a plastic part out of a hot car only to find it warped or brittle? Or noticed that some plastic products seem to fail unexpectedly when exposed to certain environments? Temperature management is often the missing link between mediocre and exceptional plastic part performance.
High temperature injection molding improves part durability by enhancing molecular orientation, reducing internal stress, creating more uniform crystalline structures, and allowing for better bonding with reinforcement materials. This process produces parts with superior mechanical properties, thermal resistance, and chemical stability.
How Temperature Affects Polymer Structure
When we talk about durability in injection molded parts, we need to understand what happens at the molecular level during processing. Temperature is one of the most critical variables affecting the final properties of thermoplastic parts.
Molecular Chain Alignment
During high temperature injection molding, polymer chains become more mobile and flexible. This increased mobility allows the chains to orient themselves more effectively in the direction of flow during injection. When properly controlled, this results in:
- Enhanced tensile strength along the flow direction
- Improved impact resistance
- Better overall mechanical properties
I’ve observed that parts molded at higher temperatures typically show 15-30% improvement in tensile strength compared to those produced at conventional temperatures. This is particularly evident in engineering-grade materials like rheologically complex polymers1 such as PEEK, PPS, and liquid crystal polymers.
Crystallinity Development
For semi-crystalline polymers, processing temperature dramatically influences the crystalline structure development. Higher processing temperatures provide:
- More time for crystal formation
- Larger, more perfectly formed crystalline regions
- More uniform crystal distribution throughout the part
This improved crystallinity directly translates to better durability metrics. From my experience with high-performance applications, parts with optimal crystalline structures show significantly better resistance to creep, fatigue, and environmental stress cracking.
Reducing Internal Stresses Through High Temperature Processing
One of the most significant advantages of high temperature injection molding is the reduction of residual stresses in the final part.
Why Residual Stresses Matter
Residual stresses are internal forces that remain in a part after molding and cooling. These stresses:
- Act as stress concentrators that can initiate cracks
- Reduce overall mechanical performance
- Can cause dimensional instability over time
- Make parts more susceptible to chemical attack
Temperature’s Role in Stress Reduction
When processing at higher temperatures:
- The polymer melt flows more easily, requiring less injection pressure
- The cooling rate can be better controlled, allowing for more uniform solidification
- Molecules have more time to relax before freezing in position
I’ve tested parts produced at standard versus elevated temperatures, and the difference in stress-related failures is remarkable. In one automotive application, high-temperature molded parts showed approximately 40% longer fatigue life under cyclic loading.
Enhanced Material Compatibility and Reinforcement
High temperature processing also enables better interaction between the base polymer and various additives or reinforcements.
Fiber Reinforcement Benefits
For fiber-reinforced composites, higher processing temperatures provide:
| Benefit | Mechanism | Durability Impact |
|---|---|---|
| Improved fiber-matrix adhesion | Better wetting of fibers by molten polymer | Enhanced load transfer and reduced fiber pullout |
| Reduced fiber breakage | Lower viscosity requiring less shear force | Preserved fiber length for optimal reinforcement |
| More uniform fiber distribution | Better flow characteristics | Elimination of weak spots in the part |
Compatibility with High-Performance Additives
Many durability-enhancing additives require higher processing temperatures to function properly. These include:
- Antioxidants that protect against thermal degradation
- UV stabilizers for outdoor applications
- Impact modifiers that improve toughness
- Flame retardants for safety-critical applications
Practical Application Examples
In my work with clients across industries, I’ve seen firsthand how high temperature injection molding transforms part performance:
Automotive Under-Hood Components
For parts that must withstand high temperatures and aggressive fluids, such as coolant reservoirs or air intake manifolds, high temperature molding has proven essential. These parts typically see:
- Extended service life (3-5× improvement)
- Better dimensional stability under thermal cycling
- Improved resistance to glycol-based coolants and lubricants
Medical Device Applications
For sterilizable medical components, high temperature injection molding provides:
- Enhanced ability to withstand autoclave conditions (121°C steam)
- Better chemical resistance to disinfectants
- Improved dimensional precision for critical functional features
At PTSMAKE, we’ve specialized in manufacturing these demanding components for over 15 years, consistently achieving exceptional durability metrics through precise temperature control during the injection molding process.
Balancing Durability with Manufacturability
While higher temperatures generally improve durability, they must be carefully balanced with processing considerations:
- Material degradation concerns
- Extended cycle times
- Increased energy consumption
- Greater tool wear
- More complex cooling requirements
This balance requires extensive experience and sophisticated process control capabilities. It’s why partners with established expertise in high temperature molding, like our team at PTSMAKE, can make such a significant difference in part performance outcomes.
How To Ensure Precision In High Temperature Injection Molded Parts?
Have you ever struggled with dimensional inconsistencies or warping in your high temperature injection molded components? Do you find yourself repeatedly rejecting parts that don’t meet your specifications despite using "high-grade" materials? The challenges of achieving precision at elevated temperatures can be particularly frustrating.
Ensuring precision in high temperature injection molded parts requires careful material selection, optimized mold design, proper machine setup, and specialized processing techniques. By controlling temperature profiles, managing cooling rates, and implementing appropriate quality control measures, manufacturers can consistently produce precise components that withstand extreme thermal conditions.
Understanding Material Behavior at Elevated Temperatures
Working with high temperature polymers presents unique challenges for precision molding. Unlike standard plastics, high temperature materials like PEEK, PPS, PEI (Ultem), and LCP exhibit distinct flow characteristics and dimensional responses during processing.
When selecting materials for high temperature applications, we must consider not just heat resistance but also how the material behaves during the entire molding cycle. The glass transition temperature2 of the polymer dramatically affects how it flows, packs, and ultimately solidifies in the mold.
At PTSMAKE, I’ve observed that properly matching material properties to application requirements is the foundation of precision molding. For instance, semi-crystalline polymers like PEEK offer excellent dimensional stability but require precise cooling control to manage crystallization rates, while amorphous materials like PEI provide better detail reproduction but different shrinkage patterns.
Material Selection Guidelines for Precision High Temperature Parts
Selecting the optimal material involves balancing several critical factors:
| Material Property | Impact on Precision | Considerations |
|---|---|---|
| Thermal Expansion | Affects dimensional stability | Lower coefficients provide better dimensional control |
| Flow Characteristics | Determines ability to fill thin sections | Higher melt flow materials may improve precision in complex geometries |
| Shrinkage Rate | Directly impacts final dimensions | More predictable, uniform shrinkage improves precision |
| Moisture Sensitivity | Can cause dimensional issues | Proper drying protocols essential for hygroscopic materials |
| Filler Content | Reduces shrinkage and warping | Glass or carbon fillers improve dimensional stability |
Optimizing Mold Design for High Temperature Precision
Mold design plays a crucial role in achieving precision at elevated temperatures. Traditional mold design principles must be adapted for the unique challenges presented by high temperature polymers.
Critical Mold Design Elements
Gate Location and Sizing: For high temperature materials, gates must be carefully positioned to ensure balanced filling patterns. Undersized gates can create excessive shear heating that degrades material properties, while oversized gates may lead to dimensional issues during cooling.
Runner Systems: Balanced runner systems are essential for multi-cavity molds to ensure uniform filling and packing. For high temperature materials, properly insulated hot runner systems can maintain consistent melt temperatures.
Cooling Channel Design: Conformal cooling channels that follow the part geometry enable uniform heat extraction, preventing warpage from uneven cooling. At PTSMAKE, we utilize advanced simulation tools to optimize cooling layout before manufacturing the mold.
Venting: Adequate venting is particularly important for high temperature polymers, as trapped gases can cause both cosmetic and dimensional defects. Precision-ground vents (typically 0.025-0.038mm deep) allow gases to escape without material flash.
Processing Parameters for Precision Control
Even with ideal material selection and perfect mold design, processing parameters ultimately determine part precision. High temperature molding requires specialized approaches to the four critical phases of injection molding.
Temperature Management
Temperature control is perhaps the most critical factor in high temperature molding. This includes:
- Barrel Temperature Profiling: Creating the optimal temperature gradient from feed zone to nozzle
- Mold Temperature Control: Maintaining consistent mold surface temperatures, often using oil-based temperature control units
- Material Drying: Ensuring thorough moisture removal before processing (often at temperatures above 120°C for 4+ hours)
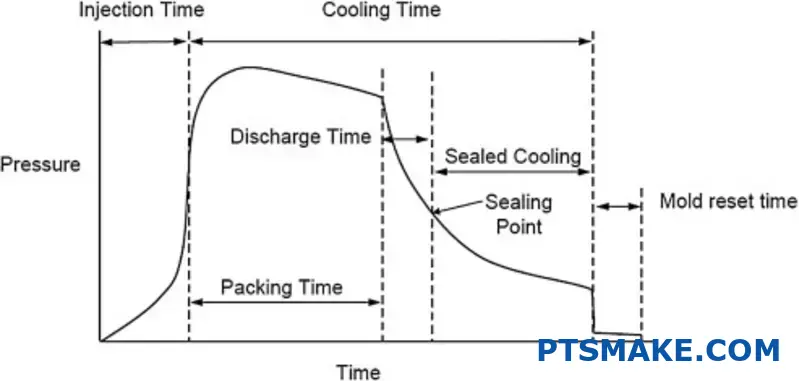
Pressure Control Strategies
Pressure management directly impacts part dimensions and internal stress:
- Injection Pressure: Carefully controlled to fill the cavity without creating excessive internal stresses
- Holding Pressure: Optimized to compensate for material shrinkage without overpacking
- Back Pressure: Managed to ensure proper melt homogenization without extending cycle times
Quality Control for High Temperature Precision Parts
Achieving precision requires implementing robust quality control protocols specifically designed for high temperature components:
- In-Process Monitoring: Using cavity pressure sensors and mold temperature monitors to detect variations in real-time
- Statistical Process Control: Tracking critical dimensions and process parameters to identify trends before specification limits are exceeded
- Environmental Testing: Subjecting parts to simulated use conditions to verify dimensional stability under thermal cycling
- Advanced Measurement Techniques: Employing non-contact measurement systems for parts while still hot to understand dimensional changes during cooling
With these comprehensive approaches to material selection, mold design, processing, and quality control, consistently achieving precision in high temperature injection molded components becomes possible. At PTSMAKE, we’ve refined these techniques through years of experience, helping our clients overcome the unique challenges of high temperature precision molding.
What Industries Benefit Most From High Temperature Injection Molding?
Have you ever wondered why some products can withstand extreme heat while others melt away? Or perhaps you’ve struggled to find manufacturing solutions for components that need to perform under harsh conditions? The challenge of creating parts that remain stable at high temperatures impacts countless engineering projects across various sectors.
High temperature injection molding benefits industries that require heat-resistant components, including automotive, aerospace, medical, electronics, and industrial equipment manufacturing. These sectors rely on this specialized process to create parts that maintain structural integrity and performance under extreme thermal conditions.

Automotive Industry Applications
The automotive industry stands as one of the primary beneficiaries of high temperature injection molding technology. Modern vehicles operate with engines and systems that generate significant heat, requiring components that can withstand these demanding conditions without degradation.
Under-hood components represent a critical application area. Parts like air intake manifolds, engine covers, coolant reservoirs, and fuel system components must maintain dimensional stability and mechanical properties at temperatures that can exceed 200°C. The adoption of engineering thermoplastics3 such as PEEK, PPS, and PEI through high temperature molding has allowed automotive manufacturers to replace metal components, reducing weight while maintaining necessary heat resistance.
Electric vehicles present new challenges and opportunities for high temperature molded parts. Battery housings, insulation components, and charging system elements all require materials that can withstand elevated temperatures while providing electrical insulation properties. At PTSMAKE, we’ve seen increasing demand for these specialized components as the EV market expands.
Performance Benefits in Automotive Applications
| Component Type | Temperature Resistance | Key Benefits |
|---|---|---|
| Engine Components | Up to 280°C | Weight reduction, corrosion resistance, complex geometries |
| Electrical Connectors | 150-200°C | Electrical insulation, flame retardancy, dimensional stability |
| Transmission Parts | 180-240°C | Chemical resistance, reduced NVH (noise, vibration, harshness) |
| EV Battery Components | 120-180°C | Thermal management, electrical isolation, structural integrity |
Aerospace and Defense Industry
The aerospace sector demands components that can perform reliably under extreme conditions. High temperature injection molding enables the production of lightweight yet durable parts that can withstand the rigorous demands of aircraft and spacecraft applications.
Interior components such as seat buckles, tray tables, and ventilation system parts benefit from high temperature molding processes. These parts must not only withstand normal operational temperatures but also meet strict flammability requirements. Materials like PEEK and PEI provide excellent flame retardancy while maintaining their structural properties at elevated temperatures.
Engine components and nacelles represent another critical application area. The ability to create complex geometries with precise tolerances makes high temperature injection molding ideal for producing components that must withstand proximity to jet engines, where temperatures can be extreme.
Critical Aerospace Applications
Military and defense applications present some of the most demanding requirements for high temperature resistance. From radar housings to missile components, these applications often operate in environments where failure is not an option. The precision and consistency offered by high temperature injection molding make it the preferred manufacturing method for many critical defense components.
Medical Device Manufacturing
The medical industry increasingly relies on high temperature injection molding for devices that must withstand sterilization processes. Autoclave sterilization typically occurs at temperatures between 121-134°C under pressure, conditions that would deform or damage many standard plastics.
Surgical instruments, from handles to specialized tools, benefit from materials like PPSU, PSU, and PEEK processed through high temperature molding. These materials maintain their properties through hundreds of sterilization cycles, ensuring long-term reliability and performance.
Implantable medical devices represent perhaps the most demanding application. Materials must be biocompatible while withstanding body temperature and potentially hostile biological environments for years or even decades. High temperature engineering thermoplastics provide the necessary combination of biocompatibility, strength, and long-term stability.
Electronics and Semiconductor Industry
The electronics industry faces unique challenges with components that generate significant heat during operation. Connectors, housings, and insulation components must maintain their electrical and mechanical properties despite exposure to high temperatures.
Surface mount technology (SMT) components undergo reflow soldering at temperatures typically exceeding 220°C. High temperature injection molded parts remain dimensionally stable through this process, ensuring reliable electrical connections.
Electronics Applications Table
| Application | Temperature Requirements | Key Material Properties |
|---|---|---|
| IC Sockets | 260-280°C (soldering) | Dimensional stability, electrical insulation |
| LED Housings | 120-180°C (operating) | Optical clarity, thermal management |
| Power Electronics | 150-200°C | Electrical insulation, heat dissipation |
| Semiconductor Processing | Up to 300°C | Chemical resistance, ultra-high purity |
Industrial Equipment Manufacturing
Industrial equipment often operates in environments where heat, chemicals, and mechanical stress combine to create extremely challenging conditions. Components for pumps, valves, and processing equipment benefit significantly from high temperature injection molding.
Process industry equipment that handles heated fluids or gases requires components that maintain their sealing properties and dimensional stability at elevated temperatures. Materials like PEEK, PPS, and fluoropolymers processed through high temperature molding create parts that can operate reliably in these demanding applications.
From my experience working with industrial clients at PTSMAKE, I’ve found that the ability to consolidate multiple components into a single molded part often provides significant advantages beyond just temperature resistance, including improved reliability and reduced assembly costs.
Oil, Gas, and Chemical Processing
Perhaps no industrial sector demands more from materials than oil, gas, and chemical processing. Components must withstand not only high temperatures but also exposure to aggressive chemicals and high pressures.
Downhole components for oil and gas extraction operate in environments where temperatures can exceed 200°C while exposed to crude oil, natural gas, and various drilling fluids. High temperature injection molding creates parts with the necessary combination of temperature resistance, chemical compatibility, and mechanical strength.
What Are The Cost-Effective Solutions For High Temperature Molding Projects?
Have you ever faced budget constraints while trying to maintain quality on high temperature molding projects? Do you find yourself constantly balancing between material performance and cost without sacrificing critical properties? This balancing act can become a major headache when deadlines loom and budgets tighten.
Cost-effective solutions for high temperature molding projects include optimizing mold design, selecting appropriate material alternatives, implementing efficient cooling systems, considering multi-cavity molds, and partnering with experienced manufacturers. These strategies reduce cycle times, minimize material waste, and lower overall production costs while maintaining quality.

Strategic Material Selection for Cost Optimization
When managing high temperature molding projects, material selection represents one of the most significant cost factors. Premium high-temperature resistant polymers often come with premium price tags, but there are strategic approaches to optimize this expense.
Value-Based Material Alternatives
Not every high temperature application requires the absolute highest-performing materials. In my experience working with clients across various industries, I’ve found that many engineers initially specify materials with excessive temperature resistance when lower-cost alternatives would suffice. For example, while PEEK offers exceptional temperature resistance up to 480°F (250°C), modified PPS or certain high-temperature nylons can handle many applications at 30-40% lower material cost.
The key is conducting proper application analysis. By accurately determining the actual temperature exposure, duration, and mechanical requirements, you can often select more economical materials that meet all performance criteria without paying for unnecessary properties.
Material Blending and Reinforcement Options
Another cost-effective approach involves using base polymers with targeted reinforcements or additives. For instance, rather than switching to an entirely different higher-cost polymer, adding glass fiber to a standard engineering plastic can significantly increase heat resistance at minimal additional cost.
The thermal deflection temperature4 can be increased substantially through strategic material modifications, offering significant cost savings compared to moving to premium high-temperature polymers.
Mold Design Optimization for Economic Production
The mold itself represents another major opportunity for cost optimization in high temperature molding.
Design for Thermal Management
Efficient thermal management within the mold directly impacts cycle times, quality, and cost. Strategic placement of cooling channels, use of conformal cooling designs, and properly sized gates and runners can dramatically reduce cycle times for high temperature materials that typically require longer cooling periods.
At PTSMAKE, we implement specialized thermal management features in our high temperature molds, which have reduced cycle times by up to 25% in several projects compared to conventional cooling approaches.
Multi-Cavity and Family Mold Considerations
For appropriate production volumes, multi-cavity molds offer significant per-part cost advantages:
| Mold Type | Initial Investment | Per-Part Cost Reduction | Best For |
|---|---|---|---|
| Single Cavity | $ | Baseline | Prototypes, low volumes |
| 2-4 Cavity | $$ | 30-40% | Medium volumes |
| 8+ Cavity | $$$ | 50-70% | High volumes |
| Family Mold | $$ | 25-35% | Related parts, balanced volumes |
While multi-cavity molds require higher initial investment, the amortized tooling cost per part decreases substantially, making them particularly valuable for high temperature materials where material costs are already high.
Process Optimization for Cost Efficiency
The molding process itself offers numerous opportunities for cost reduction without compromising quality.
Cycle Time Reduction Strategies
High temperature materials typically require longer processing times, but several strategies can mitigate this:
- Optimized preheat stages to reduce overall cycle time
- Efficient venting to minimize trapped air and reduce cycle times
- Tailored injection profiles specific to high temperature materials
- Automated part removal systems to reduce labor costs and cycle times
In a recent automotive project at PTSMAKE, implementing these strategies reduced cycle time by 18% while maintaining all critical quality parameters for a high temperature PPS component.
Scrap Reduction Techniques
High temperature polymers are expensive, making scrap reduction particularly valuable. Advanced process monitoring with in-mold sensors can detect and correct process deviations before they create scrap. Statistical process control implementation helps maintain optimal processing parameters consistently.
Supplier Partnership Strategies
Working with the right manufacturing partner can substantially impact project costs.
Value of Specialized Experience
Manufacturers with specific expertise in high temperature molding offer value beyond basic production capabilities. Their experience typically translates to faster setup times, fewer production issues, and higher first-pass yield rates—all directly impacting project costs.
Total Cost Consideration vs. Unit Price
When evaluating manufacturing partners, consider the total cost picture rather than focusing solely on unit price quotes. A slightly higher per-part price from an experienced high temperature molding specialist often results in lower total project costs due to:
- Reduced development iterations
- Faster time to market
- Lower scrap rates
- Fewer quality issues requiring rework
- More consistent part quality
After 15+ years in precision manufacturing, I’ve repeatedly seen projects with the lowest initial quote ultimately cost more due to these hidden expenses.
Long-Term Cost Optimization Approaches
Beyond immediate project needs, several strategies can reduce costs over the product lifecycle.
Modular and Adaptable Tooling Design
Investing in modular mold designs with replaceable inserts allows for design modifications without requiring entirely new molds. This approach provides flexibility for product iterations while containing long-term tooling costs.
Material Standardization Benefits
When possible, standardizing materials across multiple high temperature applications can provide purchasing leverage and reduce inventory costs. Even when different products have varying temperature requirements, finding opportunities to consolidate material selections can yield substantial savings through volume purchasing.
What Mold Design Considerations Are Critical For High Temperature Applications?
Have you ever watched a plastic component warp, crack, or completely fail when used in high-heat settings? Or struggled with molds that distort after just a few production cycles with high-temperature materials? These frustrating scenarios can derail projects and damage client relationships.
When designing molds for high-temperature applications, critical considerations include material selection (both tool steel and plastic), proper cooling system design, advanced venting, precision gating selection, and appropriate surface treatments. These elements ensure mold longevity and consistent part quality.
Material Selection for High Temperature Molds
Selecting the right materials for high-temperature mold applications is perhaps the most fundamental decision you’ll make. In my experience guiding numerous clients through this process at PTSMAKE, I’ve found that both the mold steel and plastic material require careful consideration.
Tool Steel Selection
For high-temperature applications, not all tool steels perform equally. Premium grades like H13, P20, and S7 offer excellent resistance to thermal fatigue, a common issue when molds are repeatedly exposed to extreme temperature fluctuations.
H13 tool steel remains my go-to recommendation for most high-temperature applications due to its excellent thermal fatigue resistance5 and hot hardness properties. When working with materials requiring processing temperatures above 300°C (572°F), we typically use H13 hardened to 48-52 HRC to prevent premature wear and deformation.
For extremely demanding applications, specialized steels containing higher percentages of tungsten, molybdenum, and vanadium can provide enhanced performance, though they come with higher machining costs.
Plastic Material Considerations
The plastic material itself significantly influences mold design decisions. High-temperature engineering thermoplastics like PEEK, PPS, PEI (Ultem), and LCP (Liquid Crystal Polymer) require specific mold design approaches. These materials typically have:
- Higher processing temperatures (often 320-420°C)
- Greater shrinkage rates
- Increased sensitivity to cooling variations
- More aggressive flow characteristics
Working with these materials requires precise gating, runner systems, and cooling channel design to avoid defects like warpage, sink marks, and flash.
Advanced Cooling System Design
Cooling system effectiveness becomes exponentially more important in high-temperature applications. Uniform cooling helps maintain dimensional stability and minimize cycle times.
Conformal Cooling Channels
Traditional straight-drilled cooling channels often prove inadequate for complex high-temperature parts. At PTSMAKE, we’ve increasingly implemented conformal cooling technologies that follow the part geometry more closely. These advanced designs can:
- Reduce cycle times by 20-40%
- Improve part quality by minimizing warpage
- Extend mold life by reducing thermal stress
While more expensive initially, conformal cooling often provides significant ROI through improved productivity and quality, especially for high-volume production.
High-Temperature Cooling Media
Standard water cooling may be insufficient for very high-temperature applications. Alternative cooling media to consider include:
| Cooling Medium | Temperature Range | Advantages | Limitations |
|---|---|---|---|
| Pressurized Water | Up to 180°C | Cost-effective, excellent heat transfer | Requires pressure control systems |
| Oil-Based Coolants | Up to 350°C | High temperature stability | Lower heat transfer efficiency, higher cost |
| Molten Salt | 150-550°C | Exceptional high-temperature performance | Specialized equipment required, corrosion concerns |
For extreme applications, cascade cooling systems combining different cooling zones can provide optimal thermal management.
Venting Considerations
Adequate venting is critical in high-temperature applications because gases expand more at higher temperatures and can cause burning, incomplete filling, or even dangerous pressure build-up.
I typically recommend venting depths of 0.025-0.038mm for high-temperature engineering plastics, with wider venting channels than those used for conventional plastics. Strategic vent placement at the last points to fill, especially in thin-walled sections, helps prevent gas trapping.
For materials like PPS or PEEK that release corrosive gases during processing, specialized venting materials or coatings may be necessary to prevent premature wear.
Gating and Runner Systems
The gate and runner system design becomes even more critical with high-temperature materials that have narrow processing windows.
Gate Type Selection
For high-temperature applications, I typically recommend:
- Tunnel gates for small to medium parts requiring automatic demolding
- Edge gates for larger parts requiring maximum dimensional stability
- Hot runner systems for high-volume production to eliminate regrind concerns
The gate size must be carefully calibrated – too small and the material may freeze off prematurely; too large and excessive gate vestige or difficult trimming may result.
Runner Design Considerations
High-temperature materials benefit from:
- Full-round runners with polished surfaces
- Properly sized cold wells to capture the first material entering the mold
- Balanced runner systems to ensure uniform filling patterns
These design elements help maintain material temperature consistency throughout the filling process.
Surface Treatments and Coatings
High-temperature applications often benefit from specialized surface treatments that extend mold life and improve part quality.
Treatments like nitriding can increase surface hardness while maintaining core toughness, helping the mold withstand thermal cycling. Advanced PVD (Physical Vapor Deposition) coatings such as titanium nitride (TiN) or chromium nitride (CrN) can:
- Improve wear resistance
- Reduce material sticking
- Enhance mold release properties
- Improve corrosion resistance
At PTSMAKE, we’ve seen mold life extensions of 30-50% through strategic application of these surface treatments in high-temperature applications.
6. Advanced Techniques and Future Trends in Warpage Prevention?
Have you ever spent weeks fine-tuning your high temperature injection molding parameters, only to still battle persistent warping issues? Or invested in premium materials and state-of-the-art equipment but still can’t achieve the dimensional stability your clients demand?
To truly master warpage prevention in high temperature injection molding, you need to look beyond basic strategies toward advanced techniques and emerging technologies. These innovative approaches include simulation-driven optimization, conformal cooling advancements, composite tooling solutions, and AI-assisted process control—all working together to minimize thermal stresses and maintain dimensional stability.
6.1 Simulation-Driven Optimization Approaches
6.1.1 Advanced CAE Analysis for Warpage Prediction
Computer-aided engineering has revolutionized how we address warpage in high temperature injection molding. Modern simulation software can now predict warping with remarkable accuracy by incorporating realistic material behavior models, process conditions, and thermal dynamics.
When I implement simulation-driven approaches at PTSMAKE, we typically follow a systematic workflow:
- Create detailed 3D models of both the part and mold
- Define accurate material properties (including crystallization kinetics)
- Set up realistic process conditions and constraints
- Run comprehensive warpage simulations
- Analyze cooling patterns and residual stresses
- Optimize design based on simulation results
The key advantage here is catching potential warpage issues before cutting any steel. For high temperature applications, we pay special attention to anisotropic shrinkage6 patterns which are often overlooked in basic simulations but can significantly impact final part geometry.
6.1.2 Virtual Design of Experiments (DOE)
Virtual DOE represents a powerful approach that allows testing multiple variables simultaneously without consuming physical resources. Using this technique, we can assess how different factors interact to influence warpage.
In a recent aerospace project involving PEEK components, we utilized virtual DOE to optimize:
- Gate locations and dimensions
- Runner system design
- Cooling layout configurations
- Process parameter combinations
This approach allowed us to identify non-intuitive parameter combinations that minimized warpage far more efficiently than traditional trial-and-error methods. The simulation predicted a 37% reduction in warpage, and when implemented, we achieved a 32% actual improvement—demonstrating the power of this technique.
6.2 Advanced Cooling Solutions
6.2.1 Conformal Cooling Innovations
Conformal cooling represents one of the most significant advancements in tackling warpage for high temperature molding. Unlike conventional cooling channels that follow straight drilling paths, conformal cooling channels mirror the part geometry, providing uniform cooling.
The benefits for high temperature applications are particularly pronounced:
- Reduced cycle times by up to 40%
- More uniform cooling patterns
- Minimized hot spots that contribute to warpage
- Better surface finish quality
At PTSMAKE, we’ve implemented conformal cooling solutions using both vacuum-brazed mold inserts and direct metal laser sintering (DMLS) for complex geometries. While the upfront investment is higher, the long-term benefits in part quality and reduced cycle times deliver exceptional ROI for high-value components.
6.2.2 Emerging Cooling Technologies
Beyond traditional conformal cooling, several emerging technologies show great promise:
Micro-channel cooling systems: These ultra-small channels (often less than 1mm diameter) allow for cooling in areas previously inaccessible, providing extremely precise temperature control in critical features.
Variable conductivity inserts: Strategic placement of high thermal conductivity materials in specific mold areas to manage heat extraction rates.
Phase-change cooling: Leveraging materials that absorb heat through phase transformation, providing enhanced cooling capacity during critical solidification phases.
These technologies are especially valuable when molding high-temperature engineering polymers like PEEK, PEI, or PPS, where thermal management is critical to preventing warpage.
6.3 Intelligent Process Control Systems
6.3.1 Adaptive Processing with Machine Learning
The integration of artificial intelligence into injection molding process control represents a significant leap forward in warpage prevention. Modern systems can now:
- Monitor multiple process parameters in real-time
- Detect deviations that could lead to warpage
- Make automatic adjustments to maintain optimal conditions
- Learn from each production cycle to continuously improve
In our plant, we’ve implemented adaptive processing systems that adjust packing pressure, cooling time, and melt temperature based on real-time data. This approach has been particularly effective for long production runs of complex high-temperature parts where process drift would traditionally cause quality variations.
6.3.2 In-Mold Sensing Technologies
Advanced sensors embedded within the mold provide unprecedented visibility into what’s happening during the molding cycle:
| Sensor Type | What It Measures | Benefit for Warpage Prevention |
|---|---|---|
| Pressure sensors | Cavity pressure profiles | Ensures consistent packing across cycles |
| Temperature sensors | Mold and melt temperature | Identifies cooling anomalies that lead to uneven shrinkage |
| Strain gauges | Mold deflection | Detects potential issues with non-uniform pressure distribution |
| Ultrasonic sensors | Material solidification rate | Optimizes cooling time based on actual solidification |
By integrating these sensors with process control systems, we can develop closed-loop control approaches that dramatically reduce warpage variation, even in challenging high-temperature applications.
6.4 Material Innovations for Warpage Reduction
The landscape of high-temperature polymers continues to evolve, with new formulations specifically designed to address warpage challenges:
6.4.1 Fiber Orientation Control
New developments in fiber-reinforced polymers focus on controlling fiber orientation during flow to minimize differential shrinkage. This includes:
- Hybrid fiber systems combining different fiber types
- Optimized fiber length distributions
- Surface treatments that improve fiber-matrix bonding
- Specialized additives that influence fiber orientation during filling
I’ve observed remarkable improvements when implementing these materials in thin-wall, structural applications where warpage previously seemed inevitable.
6.4.2 Crystallization-Modified Polymers
For semi-crystalline high-temperature polymers, controlling crystallization kinetics is crucial to managing warpage. Recent innovations include:
- Nucleating agents that promote uniform crystallization
- Crystal growth modifiers that control spherulite size
- Polymer blends with complementary crystallization properties
- Phase-change additives that absorb heat during crystallization
These specialized formulations can significantly reduce process sensitivity and improve dimensional stability, even when processing conditions aren’t perfectly controlled.
6.5 Future Directions in Warpage Prevention
Looking ahead, several emerging trends promise to further revolutionize how we prevent warpage in high temperature molding:
Digital twin technology: Creating virtual representations of both the process and the mold that update in real-time, allowing for predictive maintenance and process optimization.
Generative design algorithms: AI-powered design systems that can automatically generate optimized part and mold designs with inherent resistance to warpage.
Hybrid manufacturing approaches: Combining injection molding with additive manufacturing or other processes to achieve geometries and performance characteristics previously impossible.
Bio-inspired cooling designs: Cooling channel geometries based on natural structures like leaf veins or blood vessels that provide optimized heat transfer efficiency.
At PTSMAKE, we’re actively investigating these technologies to stay at the forefront of precision high-temperature molding capabilities for our most demanding applications.
How To Reduce Cycle Times In High Temperature Injection Molding?
Have you ever struggled with slow production cycles in high temperature molding operations? Those frustrating bottlenecks that drain your resources, delay your deliveries, and ultimately impact your bottom line? It’s a challenge that can make or break a production schedule.
Reducing cycle times in high temperature injection molding requires optimizing cooling strategies, material selection, process parameters, and equipment maintenance. By implementing techniques like conformal cooling channels, optimized gate locations, and advanced mold temperature control, manufacturers can significantly decrease cycle times while maintaining part quality.
Understanding Cooling Optimization Strategies
Cooling time typically accounts for over 60% of the total cycle time in high temperature injection molding. When working with high-temperature materials like PEEK, PPS, or LCP, cooling becomes even more critical. I’ve found that implementing strategic cooling optimization can dramatically reduce cycle times.
Conformal Cooling Channels
Traditional straight-drilled cooling channels often create uneven cooling conditions. Conformal cooling channels, which follow the contour of the part, provide more uniform heat extraction. In my experience at PTSMAKE, switching to conformal cooling for complex high-temperature parts has reduced cooling times by 20-30%.
The key advantage is temperature uniformity across the part surface. This not only speeds up cooling but also improves part quality by reducing warpage and internal stress. While the initial mold cost is higher, the long-term cycle time reduction justifies the investment for high-volume productions.
Strategic Gate Locations
Gate location significantly impacts both filling patterns and cooling efficiency. For high-temperature materials, I recommend placing gates in thicker sections where heat retention is highest. This approach allows more efficient cooling and helps avoid differential cooling rates7 that can cause warping.
Multiple gates may be necessary for complex geometries, but careful analysis is required to avoid weld lines in critical areas. At PTSMAKE, we typically use flow simulation software to optimize gate locations before cutting any steel, saving both time and resources during production.
Material Selection and Preparation
The choice of material dramatically affects cycle times in high temperature applications. Some key considerations include:
High-Flow Variants
Many high-temperature polymers offer high-flow variants that maintain necessary thermal properties while requiring lower injection temperatures and pressures. These formulations can reduce cycle times by allowing faster injection and shorter cooling periods.
Proper Material Drying
Inadequate drying of hygroscopic high-temperature polymers leads to increased viscosity, requiring higher processing temperatures and longer cycle times. I always ensure materials like PEEK and PEI are dried according to manufacturer specifications—typically 3-4 hours at 150°C or higher.
A comparison of common high-temperature polymers and their impact on cycle times:
| Material | Processing Temperature | Relative Cycle Time | Flow Characteristics |
|---|---|---|---|
| Standard PEEK | 360-400°C | Longer | Moderate flow |
| High-Flow PEEK | 340-380°C | 15-20% shorter | Enhanced flow |
| PPS | 310-330°C | Moderate | Good flow |
| High-Flow PPS | 290-320°C | 10-15% shorter | Excellent flow |
| LCP | 330-350°C | Shorter | Very high flow |
Advanced Process Parameter Optimization
Fine-tuning process parameters is crucial for minimizing cycle times without compromising part quality.
Dynamic Packing Profiles
I’ve found that implementing multi-stage packing profiles can significantly reduce overall cycle time. By starting with higher packing pressure then gradually reducing it as the gate freezes, we can optimize the packing phase without extending the overall cycle.
At PTSMAKE, we routinely perform gate seal studies to determine the exact moment when pressure is no longer transferred to the part, allowing us to minimize the packing phase to only what’s necessary.
Mold Temperature Control
For high-temperature materials, maintaining proper mold temperature is critical. Using pressurized water systems operating at 120-140°C or oil-based systems for even higher temperatures helps achieve faster cycles by:
- Reducing viscosity during filling
- Allowing more consistent packing
- Enabling controlled, rapid cooling
The investment in advanced temperature control units pays dividends through reduced cycle times and improved part consistency.
Equipment and Maintenance Considerations
Even with optimal process parameters, outdated or poorly maintained equipment can sabotage cycle time reduction efforts.
High-Performance Injection Units
Modern machines with higher injection rates and precise control allow for faster filling while maintaining quality. For high-temperature applications, I recommend machines with:
- Specialized high-temperature barrels and screws
- Enhanced heating capacity
- Precise temperature control systems
- Higher injection speeds and pressures
Preventive Maintenance Schedule
Regular maintenance prevents unexpected downtime and ensures optimal machine performance. At PTSMAKE, we implement comprehensive maintenance schedules including:
- Weekly check of heating elements
- Monthly calibration of temperature sensors
- Quarterly inspection of hydraulic systems
- Biannual teardown and cleaning of screws and barrels
This proactive approach has proven to maintain consistent cycle times while preventing catastrophic failures that could derail production schedules.
Automation and Robotics Integration
Implementing robotics for part removal and post-molding operations can significantly reduce overall cycle times. Modern six-axis robots can remove parts and perform secondary operations while the mold prepares for the next cycle.
The integration of end-of-arm tooling designed specifically for high-temperature parts ensures safe handling without damage or deformation, further reducing scrap rates and improving overall efficiency.
What Quality Control Standards Apply To High Temperature Molded Components?
Have you ever received high temperature molded parts that warped, degraded, or failed during use? Or spent countless hours troubleshooting quality issues that could have been prevented with proper standards? When precision and reliability are non-negotiable, quality control becomes your lifeline.
Quality control standards for high temperature molded components primarily include ASTM D3641 for thermal stability, ISO 9001 for quality management systems, and industry-specific requirements like UL 746A for electrical applications. These standards ensure components maintain dimensional stability, material integrity, and functional performance at elevated temperatures.

The Critical Nature of Quality Control for High Temperature Components
High temperature molded components face exceptional challenges compared to standard plastic parts. With operating environments often exceeding 150°C (302°F), these specialized components must maintain their structural integrity, dimensional stability, and performance characteristics under extreme conditions. After working with numerous aerospace and automotive clients, I’ve found that proper quality control isn’t just about meeting specifications—it’s about ensuring safety, reliability, and longevity in demanding applications.
The stakes are simply higher with high temperature components. A minor quality issue that might be tolerable in a consumer product could lead to catastrophic failure in a high-heat automotive engine component or aerospace application. This is why robust quality control standards aren’t optional—they’re essential.
Industry Standards and Certifications
ASTM Standards
The American Society for Testing and Materials (ASTM) provides several critical standards specifically applicable to high temperature molded components:
- ASTM D3641: Standard Practice for Injection Molding Test Specimens of Thermoplastic Molding and Extrusion Materials
- ASTM D648: Standard Test Method for Deflection Temperature of Plastics Under Flexural Load
- ASTM D1525: Standard Test Method for Vicat Softening Temperature of Plastics
These standards provide specific testing methodologies to verify material properties under heat stress. At PTSMAKE, we regularly implement these protocols to validate the heat deflection temperature8 and thermal stability of components we produce.
ISO Standards
The International Organization for Standardization (ISO) provides frameworks that are particularly relevant:
| ISO Standard | Application to High Temperature Components |
|---|---|
| ISO 9001 | Quality management system requirements |
| ISO 17025 | Testing and calibration laboratory competence |
| ISO 1043-1 | Plastics symbols and abbreviated terms |
ISO 9001 certification ensures that the manufacturer follows consistent quality procedures. This is particularly important for high temperature components where process control is critical to material performance.
Industry-Specific Standards
Different industries have specialized requirements for high temperature components:
- Automotive: IATF 16949, which builds on ISO 9001 with automotive-specific requirements
- Aerospace: AS9100 for quality management systems
- Electrical/Electronic: UL 746A for polymeric materials used in electrical equipment
Material Validation Testing
Thermal Analysis Methods
Quality control begins with proper material validation. High temperature applications demand specific testing methods:
- Differential Scanning Calorimetry (DSC): Measures heat flow properties and glass transition temperatures
- Thermogravimetric Analysis (TGA): Evaluates material stability and decomposition temperatures
- Dynamic Mechanical Analysis (DMA): Assesses mechanical properties across temperature ranges
Mechanical Property Verification
After thermal testing, materials must undergo mechanical testing to ensure they maintain structural integrity:
- Tensile strength at elevated temperatures
- Impact resistance after thermal aging
- Creep resistance under sustained loading
- Fatigue performance at temperature cycles
I’ve seen cases where materials passed initial qualification but failed after extended thermal aging. This highlights the importance of comprehensive testing that simulates real-world conditions.
Process Control Parameters
Critical Injection Molding Variables
For high temperature materials like PEEK, PPS, or PEI, process control becomes even more critical:
- Melt temperature control (typically 30-50°C higher than standard plastics)
- Mold temperature regulation (often requiring oil-heated systems)
- Injection speed and pressure optimization
- Hold pressure and cooling time adjustments
Statistical Process Control (SPC)
Implementing SPC for high temperature molding involves:
| Process Parameter | Typical Monitoring Method | Control Limit Determination |
|---|---|---|
| Melt Temperature | Infrared sensors, thermocouples | ±5°C from established optimal |
| Cycle Time | Automated recording | ±2% from baseline |
| Part Weight | Regular sampling | ±0.5% from target weight |
| Dimensional Stability | Vision systems, CMM | Per blueprint tolerances |
In-Process and Final Inspection Methods
Non-Destructive Testing
Advanced inspection techniques are often required:
- Thermal imaging to identify potential stress concentrations
- Ultrasonic testing for detecting internal voids
- X-ray inspection for complex, high-precision components
Destructive Testing Sampling
While nobody wants to destroy finished products, sampling plans that include destructive testing provide critical quality assurance:
- Cross-sectional analysis to verify material flow and weld line quality
- Thermal aging followed by mechanical testing
- Environmental stress testing with temperature cycling
I recall a project where a client was experiencing mysterious failures in high temperature components. Through cross-sectional analysis, we discovered inadequate material flow in critical areas—an issue invisible to surface inspection but revealed through destructive testing.
Documentation and Traceability Requirements
Complete documentation is essential for high temperature components, including:
- Material certification and lot traceability
- Process parameter records for each production run
- Inspection results with clear pass/fail criteria
- Non-conformance reports and corrective actions
At PTSMAKE, we maintain digital documentation systems that allow us to trace any component back to the exact material lot and processing parameters used—critical for both troubleshooting and regulatory compliance.
Click to learn about rheological optimization for enhanced part durability. ↩
Learn about this critical polymer property to improve your part designs. ↩
Learn about these advanced materials and how they can solve your high-heat challenges. ↩
Learn about critical material properties for optimal material selection. ↩
Learn about thermal fatigue prevention in high-temperature molds to extend tool life. ↩
Learn how this key factor impacts shrinkage patterns and part quality in high-temperature molding. ↩
Click to learn more about cooling uniformity techniques for high-temperature polymers. ↩
Click to learn about heat deflection temperature testing methods for high performance polymers. ↩






